光学技术在钢坯定重剪切工艺中的应用研究(2)
时间:2018-03-04 10:32 来源:毕业论文 作者:毕业论文 点击:次
5.1 图像坐标转换原理 21 5.2 改进方案图像转换原理 25 5.3 图像处理及激光中心线条的提取 25 5.4 本章小结 28 6 测量误差分析 29 6.1 存在的误差 29 6.2 误差处理及小结 29 结 论 30 致 谢 31 参 考 文 献 32 1 引言 1.1 课题研究的背景 1.1.1 钢坯连铸技术概述 连续铸钢(Continuous Steel Casting),又简称为连铸。在钢铁厂分别用传统模铸法和连续铸钢法两种方法使钢水凝固成型,并用来生产各类钢铁产品 [1]。其中连续铸钢法是二十世纪五十年代由欧美国家兴起的能把钢水直接浇注成形的先进技术。连铸技术与传统方法相比,其产品出产率和产品质量都有很大的提高,同时更加的节约能源,众多显著的优势使其迅猛发展起来。 具体的连铸工艺流程如图1.1所示:将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯[2]。 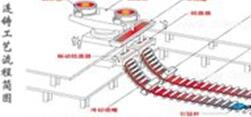 图1.1连铸工艺流程 1.1.2 连铸技术的优越性 连铸技术发展是当代钢铁工业发展的重要的里程碑,它至能够迅速发展起来是因为和传统的钢锭模浇铸相比无论是在技术上还是在经济上都有着巨大的优越性,其优点主要表现在以下几个方面: (1)简化生产工序 (2)提高金属的收得率 (3)节约能量消耗 (4)改善劳动条件,易于实现自动化 (5)铸坯质量好 1.1.3 国内外发展情况 1.1.4 目前主要的切割方式 (1)定尺剪切 国内的大多数钢铁企业都采用定尺剪切控制方式,其中比较先进的是采用CCD在线记录方坯,由于方坯刚出来时温度很高,因此CCD采集到的是他的红热图像。再通过图像处理软件测出方坯的长度实现定尺剪切控制。这种剪切方式的前提是要建设在方坯的截面积保持不变的前提下,仅仅只是按照设定的长度进行剪切,同时其还会受到拉速,流位,结晶器等各个方面的影响,导致生产出来的方坯的长度是准确地,然而其重量却是不可控的,在之后对方坯的处理中肯定会导致最后的成品率下降。在连铸坯定尺剪切的条件下,连铸坯的重量变化相当大。就120mmX120mm小方坯为例,随着结晶器的使用时间的增长,连铸坯的截面面积变化能够超过5%,即使其长度相当精确,这样便不符合买家的交货要求[5]。 (2)定重剪切 现在国内钢铁企业中的定重剪切控制方式大致分为两种,分别为“静态称重”和“动态称重”剪切控制方式。“静态称重”定重剪切控制方式是离线设置的,即称重的过程中方坯是静止的,辊道先要停止转动,然后进行称重,之后将得出的重量与所要求的标准重量进行对比,从而修改下一钢坯的剪切参数。“动态称重”方式则是直接在输送辊道中安装称重用的新传感器,这样当剪切下来的方坯被输送到这个区域的时候就会被记录下重量。这两种剪切方式都是在钢坯切下来后进行的,然后将结果反馈到下一段钢坯,具有滞后性,这是它们共同的缺点。同时,“静态称重”必须将整个生产线停下来为一块钢坯进行称重,这无疑会影响企业的生产效率。而“动态称重”方式因为实在输送过程中进行的,其中难免会出现一些问题,虽然保证了效率,但同时也失去了稳定性和准确性。这里我们采取另外一种体积法切割方案[6]。 (责任编辑:qin) |