
结 论 34
致 谢 35
参考文献36
1 引言
1.1 课题研究背景
搅拌摩擦焊(friction stir welding,FSW) 作为一种先进的固相连接技术,目前已经在一些领域有了广泛的应用,如航空航天、船舶、轨道交通等领域。近年来人们也结合其他焊接方法研究出了一些新的搅拌摩擦焊方法,例如搅拌摩擦点焊、摩擦塞焊和双轴肩搅拌摩擦焊。
传统搅拌摩擦焊是将两个焊件对接在一起,背部有刚性垫板支撑,搅拌头插入焊件对接的界面,在焊接时对搅拌头设置一定的旋转速度、焊接速度、主轴夹角以及压力最终使两个焊接母材相互连接。焊接过程中搅拌头可能未焊到母材底部或穿透母材底部,因此在焊接过程中可能会产生未焊透或焊穿等缺陷[1]。
双轴肩搅拌摩擦焊技术是一种新兴的搅拌摩擦焊技术,它的出现弥补了一些传统搅拌摩擦焊技术的缺点。双轴肩搅拌摩擦焊很大程度的降低了焊接过程中的锻压力,由于下轴肩的存在而使焊接母材不需要刚性垫板,从而节省了成本,同时零件装配和焊接时能更加灵活,若遇到结构复杂的工件,就能够进行三文焊接。由于双轴肩搅拌摩擦焊时有上下两个轴肩,相当于两个搅拌头,焊缝的上表面和下表面都受到了搅拌摩擦,从根本上消除了未焊透或根部缺陷等问题。而搅拌头的设计是搅拌摩擦焊技术的核心问题,也是探索双轴肩搅拌摩擦焊的研究重点。
1.2 搅拌摩擦焊的研究
搅拌摩擦焊( Friction Stir Welding,简称FSW) 是1991年由英国焊接研究所发明的一种先进的固相焊接技术。如下图1.1所示,焊接时,搅拌针旋转进入焊接母材的焊缝中,搅拌头与母件之间相互摩擦得到摩擦热,使位于搅拌头前方的材料发生严重的塑性变形,随着搅拌头的不断行进,发生塑性变形而软化的材料渐渐流动到搅拌头的后方并沉积下来,最终焊接母材相连接形成焊缝。
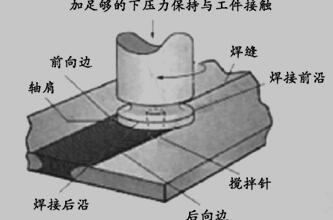
图1.1 搅拌摩擦焊原理图
1.2.1 搅拌摩擦焊特点
与传统的熔焊相比,搅拌摩擦焊技术在以下几个方面要有优势:
1)由于是固相焊接,被焊材料不发生熔化只会塑性变形,接头的性能要相对良好些,强度也更高;
2)相对于熔焊,搅拌摩擦焊时不需要保护气体,不需要焊丝,不但成本低并且节能,;
3)不但能焊接异种金属材料,而且能焊接性能差异很大的金属和非金属材料;
4)焊接前的准备工作不是很复杂,焊接过程安全,不会产生飞溅、辐射的情况,并且环保,不会产生有害物质;
5)相比熔焊受焊接位置的限制,搅拌摩擦焊可实现全方位的焊接。
1.2.2 搅拌摩擦焊应用领域
自从搅拌摩擦焊出现以来,该焊接技术被很快受到人们的青睐,并应用在了许多方面,特别是在一些重工业,例如核电核能、航空航天(飞机零部件的装配)、船舶业(船舶甲板、船体的外壳、主体结构件、防水板等的制造,还有海洋运输装置、直升飞机的升降平台等)、陆地交通(高速火车、地铁车厢、有轨电车,汽车的引擎、车身支架、底盘、货车后部的升降台、汽车起重器,以及装甲车的防护甲板等)等。
1.2.3 搅拌摩擦焊焊接的主要材料
搅拌摩擦焊最先使用的焊接材料是铝合金,且铝合金的搅拌摩擦焊技术已逐步成熟,几乎所有类型的铝合金都可以焊接,随着科学技术的发展,FSW现已可以焊接镁合金、锌合金、铜合金、以及不锈钢、非晶合金等,FSW除了能实现上述同种材料的连接,还能实现焊接异种材料,如铝与低碳钢或不锈钢,纯铜与低碳钢,镁合金与铝合金,铝与铜,镁合金与银,铝合金与银等的焊接。 高强铝合金双轴肩搅拌摩擦焊接研究(2):http://www.youerw.com/cailiao/lunwen_17169.html