
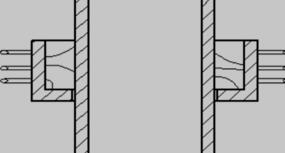
图1.1 感应熔敷焊焊接模型
1.1.2感应熔敷焊的特点
将铜环焊接在钢基体的感应熔敷焊焊接过程叫做铜钢感应熔敷焊。铜钢感应熔敷焊接的目的是在钢基体的表面四周利用感应电流的热量熔敷一层铜环带。要求在整个焊接过程中要保证钢基体一直保持固态,只是将铜带熔化完成铜钢异种金属焊接过程。焊接完成后形成的工件还要满足钢体一侧焊接部位的内应力要尽可能小,且不允许存在晶粒粗大、强度降低、晶间渗透、冷裂纹、热裂纹、气泡、夹渣等焊接缺陷。总之,既要使整个焊接过程能够实现铜带与钢基之间的良好的冶金结合、达到焊后使用要求需要满足的力学性能和良好的又要满足焊接过程钢基始终保持固态。所有这些技术要求都需要焊接工艺参数之间有一个良好的匹配[2][3]。对应铜钢异种金属的感应熔敷焊,其优点大致可以概括为:
(1)焊接加热主要是通过高频电流的感应作用实现的,并通过热传导的方式迅速传递到工件,整个热量的传递方式能够在很短的时间内实现,故能够在较短时间内实现焊接过程。
(2)焊接加热过程中,能量是以损失极小的电磁波辐射的方式传递的,此种传递能量的方式,受外界干扰极小,大大提高了加热效率。
(3)加热过程中使用了合适感应器,实现了对铜带的整体加热,使铜带在加热过程中均匀受热,焊后的焊接成型性好。
(4)感应加热能够在很短的时间甚至瞬间完成,随后快速速冷却,材料表面来不及氧化,温度就下降到了合适的范围,表面氧化降低,提高了工件加工的质量。
(5)由于金属的感应加热过程具有特殊的电磁搅拌作用,能够使液体金属中的气体易于逸出,不易形成气泡,合金的各种成分能够均匀熔合,且容易调整和控制。
(6)焊后可立即喷水,实现工件的淬火,淬火完成后即可大大提高工件的质量。
综上我们可以看出,高频电流感应熔敷焊,当焊接参数设置好以后,焊接过程较容易实现,而且焊后工件还有很多其它焊接方法无法比拟的优点,所以感应熔敷焊会有很好的前景,实现感应熔敷焊的自动化与智能化也是符合发展大趋势的。
1.2数控技术及其发展
1.2.1数控技术
数控技术指采用数字化信号对机床等的机械运动或加工制造过程进行控制而实现数字化和智能化的一项现代技术。由于计算机技术的高速发展,数控技术开始普遍采用计算机技术作为控制核心,因此数控技术也可以称为计算机数控技术(Computer Numerical Control—CNC)[4],计算机数控技术使得数控技术更加智能化。
采用数控技术进行控制的各种机床,亦或是装配了数控系统的各种机床便是数控机床。数控机床是一种及计算机技术,机床设计,自动控制技术等先进科学技术于一体的典型的机电一体化产品。数控机床是现代制造技术的基础,能够很好的解决加工精度要求较高,形状结构复杂,小批量及多变零件的加工,同时能够稳定产品的加工质量,降低加工过程的加工强度,提高加工过程的自动化程度,大大的提高了加工过程的生产效率。数控技术应用最早也是应用最广的领域应该是数控机床领域,从数控机床的发展可以看出一个国家一个时代的数控技术发展现状。数控加工主要依托数控机床的加工来完成,与普通机床相比较,数控机床有着许多普通机床无法比拟的优点,正因如此,数控机床加工精度更高,能够完成较复杂形状的加工,加工效率大为提高。所以数控技术的发展与应用日益广泛。 PLC感应熔敷焊机床数控系统研制(2):http://www.youerw.com/cailiao/lunwen_30482.html