
图1.1搅拌摩擦焊工艺示意图
1.2.2 搅拌摩擦焊接的技术特点
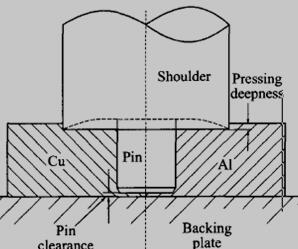
搅拌摩擦焊接是固相连接的一种,关键在于搅拌头,搅拌头包括轴肩和探针两个部分。搅拌摩擦焊的工艺参数主要包括焊接速度、搅拌头旋转速度、搅拌头倾角、焊接压力等,通过控制这些工艺参数可以实现所期望的的接头质量。搅拌头的旋转速度不能过高,不然引进材料应变速率将会增加,从而影响到焊缝的再结晶过程;转速也不能过低,不然会引起产热过少,使得焊接结果不理想甚至焊接失败 [4]。
通过控制条件和参数,用搅拌摩擦焊接的方法可以成形良好的焊缝,不仅变形小,且无气孔、裂纹、夹杂等常见的焊接缺陷。在焊接中用不到其它辅助材料,如焊丝、焊条、焊剂或者保护气等。另外,在搅拌摩擦焊接前及焊接过程中对环境没有污染,焊前工件不需要进行严格的表面清理,且无烟尘和飞溅、噪声低,无需消耗额外焊接材料,更节省能源,从而大大降低焊接成本[5]。
1.3 搅拌摩擦焊的发展与应用
1.3.1 搅拌摩擦焊在国外的发展与应用
作为一种轻合金材料焊接的优选技术,搅拌摩擦焊已经从技术研究逐渐向高层次的工程化和工业化应用阶段过渡,搅拌摩擦焊设备的制造以及其产品的加工迅速成为一项新兴产业。
搅拌摩擦焊已在鋁合金、镁合金等的构件制造大规模的工业化应用方面取得了成功。主要应用于汽车工业、船舶制造工业、航空航天工业、轨道交通及陆路交通工业以及其他工业领域。在汽车工业领域,为了提高汽车性能,汽车制造逐渐轻量化、多样化、高强度化,铝合金等材料的使用比重逐渐增加,相应的结构及接头形式都在改进。搅拌摩擦焊技术的发明正好能解决这一问题。比如挪威Hydro公司利用搅拌摩擦焊技术制造汽车轮毂,将中心零件与辐条连接起来,从而提高了载荷传递性能并且减轻了汽车重量[6]。
目前,大部分搅拌摩擦焊的研究和应用都集中在铝合金材料上,而在非铝合金材料如钢、钛合金、铜合金甚至热塑材料等方面,也渐渐展开了研究。比如,日本日立公司率先利用搅拌摩擦焊接技术对强度超过800Mpa的超精细高强钢(UFG)进行了焊接,该项研究意义重大,因为这种材料将来很可能应用于飞机起落架的制造[6]。
1.3.2 搅拌摩擦焊在国内的发展与应用
北京航空制造工程研究所于2002年在北京和英国焊接研究所正式签署搅拌摩擦焊专利许可协议,并成立了中国搅拌摩擦焊中心。
两年多以来,搅拌摩擦焊接技术已在中国地区腾飞,无论是技术工艺还是设备等方面都进步很大,并且已经广泛应用在工业生产中,促进了中国轻合金结构制造业连接技术的快速发展 [6]。
自中国搅拌摩擦焊中心成立以来,我国在搅拌摩擦焊接设备以及工艺技术方面均进步飞速。
仅两年的时间,该中心分别为国内的科研机构和航空航天、轨道车辆以及军工业的生产企业各提供了三台研究型设备,此外,还研发了两种设备,分别为悬臂式搅拌摩擦焊接设备和平面二文搅拌摩擦焊接设备,曾展出于2004年在北京埃森博览会。有些设备已经进行相关产品的批量化生产,并获得了明显的社会效益和经济效益。
在科研方面,国内部分高等院校和科研生产单位,依靠中国搅拌摩擦焊中心,获得了英国焊接研究所的专利使用许可证,并且进行了许多科学研究和产品开发。除此之外,还有以个人名义获取搅拌摩擦焊接专利使用许可的[6]。 铜-铝异种材料搅拌摩擦焊接研究(3):http://www.youerw.com/cailiao/lunwen_30691.html