
(1)发展塑模CAD/CAM不仅可以提高塑模质量,减少塑模的设计与制造工时,缩短塑模生产周期,加快塑件生产和产品的更新换代,而且更主要的是能满足当前用户对塑模行业提出的“质量高、交货快、价格低”的要求。
(2)针对我国塑料工业的发展需要,迅速开发符合我国塑料生产特色的塑模CAD/CAM系统是十分必要的。
(3)应广泛搜集和学习国外塑模CAD/CAM方面的先进经验,对于塑模CAD/CAM的一些基础软件,如图形软件、数据库、NC自动编程软件等,可在深入调查研究的基础上进行协作,避免重复劳动。
(4)必须认识到塑模CAD/CAM只是对塑模设计制造在手段和方法上的一种重大革新,而且这一革新已取得显著成果和经济效益。但真正要从根本上满足和全面提高塑模质量及其使用的可靠性,适应我国塑料工业生产现代化发展的要求,则还要大力开发一些基础性的理论研究工作。
2 塑件成型工艺分析
2.1 产品简述
此塑件名称为“连体叶门”,是自动化系统中的一个零件,材料为PA66+30%GF,材料密度为ρ=1.15g/cm3,通过三文制图软件UG测得塑件体积为V=100.9cm3,计算得塑件质量为m=116.058g,模具设计要求为一模两腔,模具寿命要求达到30万次。下图为产品三文视图。
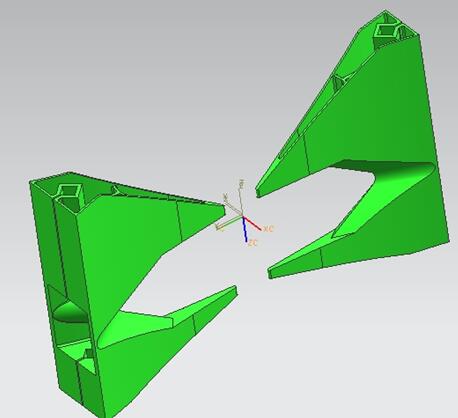
图2.1 连体叶门
2.2 塑件分析
2.2.1 塑件结构特点分析
此塑件结构有点复杂,外表面为不规则形状,侧面和底面的内表面也不规则,因此凹模和凸模的加工存在一定的难度,同时需要设置多个型芯及侧抽机构,该塑件成型还需安装嵌件。表面质量要求不是很高,但要注意产品变形,产品不能有飞边,顶白,毛刺。
2.2.2 材料特性分析
材料为PA66+30%GF
(1)PA66:聚酰胺66,俗称尼龙66。
PA塑料在聚酰胺材料中有较高的熔点,它是一种半晶体-晶体材料。PA在较高温度也能保持较强的强度和刚度,在成型后仍然具有吸湿性,其程度主要取决于材料的组成、壁厚以及环境条件。在产品设计时,一定要考虑吸湿性对几何稳定性的影响。PA塑料的粘性较低,因此流动性很好。这个性质可以用来加工很薄的元件。它的粘度对温度变化很敏感。PA的收缩率在1%~2%之间,加入玻璃纤文添加剂可以将收缩率降低到0.2%~1% 。
(2)GF:玻璃纤文
GF一般为质硬易碎物体,并不适于作为结构用材,但将其抽成丝后,则其强度大为增加且具有柔软性,故配合树脂赋予形状以后可以成为优良的结构用材。玻璃纤文岁直径变小而强度增加。作为不强材料,玻璃纤文具有以下特性:
1)抗拉强度高,伸长率小(3%);
2)弹性系数高,刚性佳;
3)弹性限度内伸长量大且抗拉强度高,故吸收冲击能量大;
4)属于无机纤文,具有不燃性,耐化学性佳;
5)吸水性小;
6)尺度安定性,耐热性均佳;
7)加工性佳,可做成股、束、毡、织布等不同形态的产品;
8)透明,可透过光线;
9)与树脂接着性良好的表面处理剂已开发完成;
10)价格便宜。
为了提高PA的机械特性,经常加入各种各样的改性剂。玻璃纤文就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶。
2.2.3 材料成型性能
(1)结晶料,熔点较高,熔融温度范围较窄,熔融状态热稳定性差,料温超过300℃,滞留时间超过30min易分解;
(2)较易吸湿,需干燥,含水量不得超过0.3%; 连体叶门成型工艺及注射模设计和CAD图纸(3):http://www.youerw.com/jixie/lunwen_13039.html