
(3)模具扫描及数字化系统
高速扫描机和模具扫描系统提供了从模型或实物扫描到加工出期望的模型所需的诸多功能,大大缩短了模具的在研制制造周期。有些快速扫描系统,可快速安装在已有的数控铣床及加工中心上,实现快速数据采集、自动生成各种不同数控系统的加工程序、不同格式的CAD数据,用于模具制造业的“逆向工程”。
(4)提高模具标准化程度
我国模具标准化程度正在不断提高,估计目前我国模具标准件使用覆盖率已达到30%左右。国外发达国家一般为80%左右。
(5)优质材料及先进表面处理技术
选用优质钢材和应用相应的表面处理技术来提高模具的寿命就显得十分必要。模具热处理和表面处理是否能充分发挥模具钢材料性能的关键环节。模具热处理的发展方向是采用真空热处理。模具表面处理除完善应发展工艺先进的气相沉积(TiN、TiC等)、等离子喷涂等技术。
(6)模具研磨抛光将自动化、智能化
模具表面的质量对模具使用寿命、制件外观质量等方面均有较大的影响,研究自动化、智能化的研磨与抛光方法替代现有手工操作,以提高模具表面质量是重要的发展趋势。
(7)模具自动加工系统的发展
这是我国长远发展的目标。模具自动加工系统应有多台机床合理组合;配有随行定位夹具或定位盘;有完整的机具、刀具数控库;有完整的数控柔性同步系统;有质量监测控制系统。
随着模具工业的发展,多工位级进模作为当代冲压模具中生产效率最高,最适合大量生产应用,且寿命较长的模具,已被越来越广泛的运用。虽然在运用过程中不断的在暴露出缺点与不足,但其改良与发展也十分迅速。多工位级进模作为一种较先进的模具,会有更多的发展空间。
1 铰链板的工艺分析
1.1 铰链板的作用
本课题研究所成形的铰链板用于链板式的排屑机中。链板式排屑机主要用于收集和输送各种卷状、团状、块状切屑,以及磁性排屑器不能解决的铜屑、铝屑、不锈钢屑等材料。链板式排屑机广泛应用于数控机床、组合机床、加工中心、专业化机床、流水线、自动线等切屑,大型机床及生产线的远等距离的切屑输送,也可作为冲压,冷墩机床小型零件的输送装置。
1.2 铰链板的结构特点
铰链板按照节距的不同有:31.75mm,50mm,63.5mm,101.6mm。而根据课题要求,此铰链板节距为50mm,圆孔内径为5.6mm,外径10.2mm,两孔中心距为31.75mm。铰链板的每个圈孔部分长度为24.8mm,两个圈孔部分之间的间隔为25.2mm,以材料Q235制成,材料厚度为2.3 mm。铰链板还要保证一定的平直度,不允许有扭曲现象。铰链板外圆边缘不能留有毛刺。
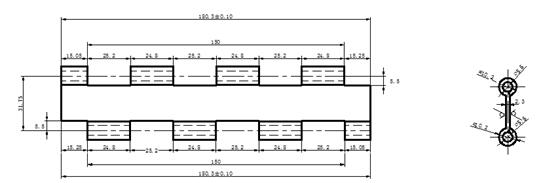
图1.1 铰链板产品图
1.3 铰链板的材料特性
Q235:普通碳素结构钢,最大屈服极限为235MPa。按冶金质量分为A、B、C、D四个等级A,B,C,D,所不同的是它们性能中冲击温度的不同。分别为:Q235A级,是不做冲击;Q235B级,是20度常温冲击;Q235C级,是0度冲击;Q235D级,是-20度冲击。在不同的冲击温度,冲击的数值也有所不同。元素含量:A、B、C、D硫含量依次递减;A和B的磷含量相同,C的磷含量次之,D磷含量最少。就其脱氧方法而言,可以采用F,b,z分别表示为沸腾钢、半镇静钢、镇静钢。沸腾钢是脱氧不完全的钢,塑性和韧性较差。用这种材料制成的焊接结构,受动力载荷作用时接头容易出现裂缝。不宜在低温下工作,有时会产生硬化现象。相比之下,镇静钢质优而匀,塑性和韧性都好。 铰链板成形工艺分析与模具设计说明书+CAD图纸(3):http://www.youerw.com/jixie/lunwen_15939.html