
如图2-1。V1>V2,R1=R2.为异步轧制简单示图。
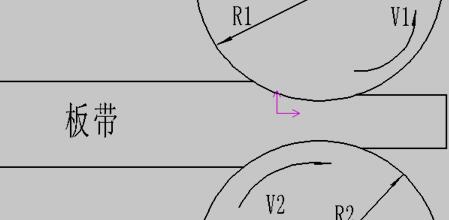
图1-1 异步轧制原理图
异步轧制是一个新的轧制工艺,有许多优点,尤其在一些复合材料上,因为一些复合材料上下表面的延伸率不一致,为了保证产品板型质量必须采用异步轧制。采用异步轧制在很大的程度上降低了轧制力,所以一般轧机设备重量较轻,低能耗,机器变形小,能得到更高精度的产品;减少了轧辊磨损以及中间退火这工序,生产费用大大降低了;另外有效的减少了轧制道次,提高了整体的生产率;轧机可轧厚度亦比同步轧制的时候大。异步轧制同样使用在板带的冷轧和热轧,这种生产工艺发展前途很广,被现代社会看好。
本研究的课题是两辊异步轧机的主机设计,完成两辊异步轧钢机的主机设计和相应的测控传感器的安装,并对轧钢机部分功能以及结构方面进行改进和创新,使其能够高效、平稳、精确地生产合格的产品。
1.4 两辊异步轧机主机及轧机传感器的基本要求
1. 最大轧制力—150KN
2. 最大轧制力矩—1200N/m
3. 轧制时工作辊最高转速170转(±3%), 轧制时工作辊最低转速33转(±3%)。异步比1.1-1.5。
4. 两辊异步差无级可调。
5. 轧件力测试传感器—压缩式与附着式。最大载荷100 KN
6. 轧件力矩测试传感器—最大载荷800N-M
有两种方法可以实现异步轧制,一种是两个工作辊辊径相同,转速不同;另外一种是两个工作辊转速相同,辊径不同。
上述两种方法均可实现不同工作辊线速度,生产中常用前一种方法。这种方法可以适用在同步轧制和异步轧制上,一机两用。因此我的毕设中选择第一种方法来设计。
2轧辊的结构设计
2.1 轧辊的类型与结构
轧辊是轧钢机的主要部件。按照轧机类型不同轧辊分为型钢用轧辊和板带用轧辊两种。 轧辊是轧制工程中主要的工具,可以说他是轧钢机的灵魂所在,轴承座,机架,调整装置等都是为了支撑,调整轧辊,让他能更好的工作而设计的,因此轧辊的设计最重要。
轧辊的组成:辊身,辊颈和辊头。如图2-1所示,一般轧辊都是这种形式。
图2-1 轧辊
1-辊头 2-辊颈 3-辊身
2.1.1 辊身
辊身是轧辊的中间部分,直接与轧件接触,所以需要在高压、受冲击等繁重的工作环境下工作,因此一般辊身有较高硬度要求。
由于课题所设计轧机应用于板形轧机,因此选用光面,冷轧轧辊。轧辊辊身呈圆柱形,冷轧板带轧辊的辊身微凸,当它受力弯曲时,可保证得到良好的板形。
2.1.2 辊颈
辊颈安装时候外面需要加轴承,主要承受轧制压力,通过轴承座和压下装置把轧制力传给机架。压力传感器就是在中间位置测轧制力。辊颈的形状有圆柱形和圆锥形两类之分,本次设计由于采用滑动轴承,所以选用圆柱形辊颈。而圆柱形的一般也比较常用。
轧辊的辊身与辊颈的过渡区直径不同很容易应力集中,是危险截面。设计时应该使用过渡台阶或加工时倒圆弧。
2.1.3 辊头
辊头部分通过联接轴将轧制扭矩传递给万向节。本次设计考虑到所用万向节轴头,所以轧辊的轴头采用方头的形式设计。
2.2 轧辊材料的选择
轧辊是消耗较大的工件,它的质量直接影响产品质量,因此轧辊的性能要求很高。而运用在不同轧机和不同工序上,轧辊类型的选择也不同。本设计产品运用于教学用,所以是冷轧工艺。轧辊受力大,对辊面要求相对较高。因此采用高强度的合金锻钢,辊面硬度为HS=90~95。而下轧辊可以再提高要求。 小型异步轧机主机系统设计+CAD图纸(3):http://www.youerw.com/jixie/lunwen_31591.html