
近年来,由于电力电子技术及其相关技术的发展进步,交流伺服技术越来越多的应用到生产领域尤其是冲压生产中,从而大大提高了冲压生产的自动化、智能化、柔性化水平。送料机构作为实现冲压生产自动化的关键,只有其自动化程度与冲压设备相匹配甚至高于冲压设备,才能够实现冲压生产的完全自动化。因此,在发展冲压成形设备的同时,给予送料机构足够的重视是十分必要的。
2 铰链板自动送料系统设计
2.1 自动送料系统总体结构
自动送料系统由放料架、校直装置、控制装置、导料装置、气动送料装置五个部分组成。
整个送料系统中,卷料通过放料架开卷进入矫直装置,由传感器来控制每次送进的料长,再通过导料装置再次矫直送进送料装置,由送料装置送进级进模进行冲压。
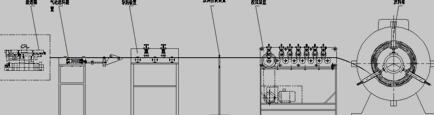
图2.1.1 自动送料系统总体结构图
2.2 自动送料系统工作原理
放料架是四连杆机构,通过手动转动螺杆,由于螺母固定在芯轴上,所以螺杆带动轴套沿滑槽在芯轴上移动,使涨芯杆向上移动。以此来完成钢带的安装和撑紧。
校直装置是在无支撑开放式校直装置上增加了一对夹料辊。夹料辊由驱动装置带动,因此在整形的过程中,板料在夹料辊和整形辊之间被拉紧,这样会把板料上大的摺纹拉直。当整形辊有空滑时,夹料辊可以防止其间的板料产生摺纹。
控制装置是由光电传感器来控制每次送料长度,为50mm。
送料装置是固定气缸放松,移动气缸将来料夹紧,然后送料缸伸出送料,送料到位后固定夹紧缸固定板料,固定后,移动夹紧缸松开,送料缸返回完成一次送料。如此交替完成步进送料动作。 组合式级进模以及机械与气动控制系统设计+CAD图纸(4):http://www.youerw.com/jixie/lunwen_35852.html