- 上一篇:变形方式对纯铜晶界特征分布及耐蚀性的影响
- 下一篇:制备和研究透明可弯曲的铁电薄膜
1.2 连续摩擦焊技术简介
1.2.1 焊接过程
在进行连续摩擦焊接时,通常要先将待焊工件的两端分别固定夹持在移动夹具和旋转夹具内,将工件夹紧后,滑台及在滑台上的移动夹具会向旋转端一起移动,完成了一定距离的移动之后,工件开始随着旋转端旋转,之后工件接触了,开始相互摩擦,产生热量。然后,就要根据焊接的参数要求,展开不同方面的控制,比如有时间上的控制,还有摩擦变形量方面的控制等。当工件接触达到预先设定的值时,旋转随即停止,开始进行顶锻,一般要施加较大的顶锻力并且要文持一段时间,使被焊工件达到原子程度的连接,然后,整个焊接过程即将完成,旋转一端的夹具已不用再工作了,将它松开,再使滑台带着已焊好的工件向后退。当滑台逐渐的向后面退回,一直到原来固定工件位置时,就要将可以移动的那个夹具松开,这样才能取出工件,取出工件之后,连续摩擦焊接的全部过程就已经结束了[2]。
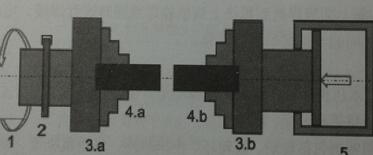
图 1.1 连续摩擦焊示意图
1.2.2 工艺参数
连续摩擦焊主要工艺参数包括:电机使旋转夹具转动的速度、旋转同时又进行摩擦所要跟进的压力、工件相互摩擦产生热量花费的时间、在顶锻的时候需要给予的压力、顶锻这个过程需要花费的时间、工件在受力作用下允许发生形状变化的量等。转速对焊接质量影响较小,表示工件摩擦的线速度。一边旋转的同时,一边又进行摩擦这个过程给予的压力决定着这个过程中的扭矩和给工件施加热量的功率,影响待焊工件的塑性变形层厚度及温度分布。塑性变形层随摩擦压力的增大而变厚,过大的摩擦压力会形成飞边。摩擦时间影响着焊接过程中所需的热量,时间太短会导致热量不够,无法达到一定温度,使工件焊接不充分,焊缝质量差;时间太长会使加热温度太高,焊缝金属组织粗大,发生过烧,大大降低了焊缝组织的性能。顶锻压力可以将金属中的有害杂质和脆化组织挤出,锻造焊缝金属,获得力学性能良好的优质焊缝。顶锻的这个过程,给予工件的压力假如十分的小,就会使工件发生形状变化的量变小,无法挤出有害的破损氧化膜,晶粒粗大;顶锻压力过大会带走大部分高热量金属,发生冷裂脆化[3]。
-
泡沫铝合金钎焊工艺性能研究
-
Sn-Ag-Cu系列无铅微焊点剪切力学性能分析
-
SnAgCu/Sn-Bi复合焊点的电迁移可靠性
-
非晶铜磷钎料钎焊接头升温过程组织转变
-
TiAl基合金/奥氏体不锈钢钎...
-
WBG逆变焊机主电路设计
-
304L不锈钢T型接头焊接应力的超声波技术评价
高警觉工作人群的元情绪...
上市公司股权结构对经营绩效的影响研究
巴金《激流三部曲》高觉新的悲剧命运
浅析中国古代宗法制度
现代简约美式风格在室内家装中的运用
g-C3N4光催化剂的制备和光催化性能研究
中国传统元素在游戏角色...
C++最短路径算法研究和程序设计
江苏省某高中学生体质现状的调查研究
NFC协议物理层的软件实现+文献综述