- 上一篇:胀管换热器英文文献和中文翻译
- 下一篇:球轴承英文文献和中文翻译
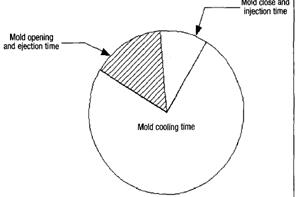
1 模具的冷却时间和成型周期之间的关系
注射模内冷却系统的原理:一个模具的冷却系统通常包含一个温度控制单元,泵,冷却剂供给歧管,软管,冷却通道,和收集歧管。在模具的部署中,温度控制系统影响了模具温度和稳定性程度的均匀分布。在温度控制系统中冷却效率的增加会提高其生产效率。
注射模具的冷却:在注射成型中,模具冷却时间通常需要高达约整个循环的时间的70%〜80%。图1示出了模具的冷却时间和成型周期之间的关系。有效的冷却回路的设计减少了冷却时间,有效地提高了产率并且降低了成本。此外,均匀的冷却防止产品遭受如收缩率,翘曲,由于热应力的变形这样的缺陷,然后增加了尺寸精度和模制品的可靠性,同时提高了产品质量。图2显示了有效的冷却的存在和模塑产品的质量和大量生产之间的关系。在一般情况下,一个模具由三个部分组成,模体,冷却管道和塑料材料。图3示出一个简化的模具冷却机构。在本文中,冷却是在没有热能通过模塑产品边缘丢失的假设下进行分析的。也就是说,冷却只发生在厚度方向上。图4示出了在一般情况下模具的热导率。它还假定热能都直接被冷却液带走,即,仅由塑料材料带来的热能的传输,包括5%由于辐射,对流和传导传递出模具的能量。因此,热导率的路径可以被简化为如下:热能从熔化的塑料材料,通过热传导性转移到熔融的塑料材料和模具之间的接口中。该热能通过该接口,然后模体,然后通过热传导性到模具和冷却剂之间的界面。接着,它通过对流从界面传递到冷却剂。最后,该热能通过冷却剂流量被完全带出模体。
在注塑模具中冷却通道设计的注意事项:注射成型几乎总是用在大规模生产中。因此,最重要的问题是如何提高产量,以实现良好的经济效益。提高生产的最直接,最有效的方法是通过减少冷却时间来实现产品的快速冷却。在同一时间,以确保均匀的产品温度和质量,保持均匀的冷却方式也是必不可少的要求。至于模具冷却而言,模具设计工程师需要确定下列设计参数:冷却通道的位置;冷却通道的大小;冷却通道的类型;冷却通道的部署和连接;冷却通道环路的长度;和冷却剂流动的速率。有必要在这里指出,冷却通道的标准尺寸,必须使用允许使用的加工工具和标准规格的连接部件和快速模具更换。快速均匀冷却是模具的冷却设计的大致方向。因为冷却过程需要整个成型周期70%〜80%的时间,如果冷却系统可以迅速地冷产物,即,在冷却时间上小小的改进,可大大缩短整个成型周期的时间并且提高产量。因此,对设计师来说缩短冷却时间的方法是至关重要的,也是本文讨论的主题。如果在模塑制品的冷却过程中发生不均衡冷却,它们产生的热应力,会引起收缩和翘曲。因此,有必要保持模塑制品的均匀冷却,以便持续减少制品的热应力和随后的收缩和翘曲。换句话说,在模制产品的两面之间的温度差要小,以实现均匀的模具温度。根据经验,温差不得超过10°C。最简单和最有效的方法是相匹配的冷却通道的热传导表面积,和模制产品的热传导表面积,这是在本文中保持产品的均匀冷却的基础。
注塑模具冷却通道的简明计算理论:在注射成型过程的每个阶段都包含一个冷却过程。因此,冷却时间一般解释如下:“熔融塑料材料在被注入到空腔中开始冷却,并在填充,后填充的阶段中继续冷却,并持续整个模塑周期,直至成型品足够硬而从空腔中压出,这被认为是冷却时间的结束。”如图1所示,冷却时间t,占约整个模塑周期的70%〜80%。因此,冷却时间t,由几个百分点的缩短可以对整个成型效果产生巨大的影响。冷却时间的缩短是影响成型产品成本的最直接,最显著的因素。在本文中,最佳的冷却时间被用作注模冷却系统的冷却通道的设计基础。