面向增材制造的钛合金蜗壳支撑结构设计(3)
(5)基板下降一个切层的厚度,铺粉系统在基面上重新铺上一层新的金属粉末。
(6)重复(4)和(5)步骤直至整个程序运行完毕。
(7)收集成型零部件剩下的金属粉末,处理后再利用,然后将成型好的零件从基板上取下来。
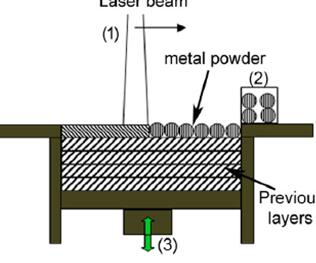
图1.1 激光选区熔化技术原理图
激光选区熔化(SLM)技术作为增材制造技术的一种[7],它具备了增材制造的一切优点,如:可快速高效地进行小批量复杂零部件的生产制造,缩短了产品的开发制造周期,可制造不受几何形状限制的零部件等。并且,激光选区熔化(SLM)成型工艺还有其自己独特的优势,如图1.1所示,激光选区熔化(SLM)的成型过程有升温与冷却两个阶段:当激光停留在金属粉末上的某一点时,该区域吸收激光释放的能量,温度突然上升并突破金属的熔点形成熔池,此时,熔融的金属处于液相平衡状态,金属原子可以自由移动,合金元素分布均匀;当激光转移后,由于热源的不见,熔池的温度便以103 K/s 的速度下降。这个过程中,合金元素和金属原子的移动扩散受阻,抑制了合金元素的偏析和晶粒的长大,凝固后的金属组织晶粒细而小,合金元素也分布均匀,大幅提高材料的韧性和强度。
所以,激光选区熔化(SLM)成型的金属零件具有如下特点:
(1)组织均匀,晶粒细小
激光选区熔化(SLM)成型过程中,高能的激光将金属粉末非常快地熔化成一个个小的熔池,同时促进合金元素的分布,快速冷却也抑制了晶粒的长大和合金元素的偏析,导致金属本体中固溶的合金元素没法析出而均匀分布在本体中,于是得到了晶粒细小,组织均匀的微观结构。
(2)力学性能优异
与传统的铸造工艺不一样,激光选区熔化(SLM)工艺过程中高能的激光将金属粉末全部熔化形成许多很小的熔池,该液相环境中金属原子的迁移速度比固相中的速度扩散快很多,十分利于合金元素的自由移动和重新排布。由于熔池体积很小,在快速冷却的过程中,如(1)中所讲,熔池整体的温度差很小,得到的组织均匀,材料的晶粒尺寸很小,合金元素并不能析出起到固溶强化的作用,况且熔池里外冷却速度将近一致,很难产生变形、气孔、偏析等缺点,于是得到力学性能优异的金属零部件。
(3)致密度高
激光选区熔化(SLM)成型过程是通过高能激光束将金属粉末全部熔化,然后快速冷却固化的过程。金属粉末被全部熔化后形成一个液态平衡,能够最大程度地排掉夹杂、气孔等缺陷,快速冷却还能将此平衡保持到固相,很大程度地提高了金属部件的致密度,从理论上分析可以得到100%。
下一篇:UG三向可调靶架结构设计与分析