
为了提高铝合金焊接的生产效率和加工精度,人们提出了种种焊接方法,如薄板TIG焊,中厚板MIG焊,搅拌摩擦焊激光电弧符合焊等等。种种铝合金的焊接方式各有特点,可以根据不同环境和要求来选择。双面双弧焊接这种崭新的焊接方法,因效率高,变形小,焊缝成形好,在国内外受到广泛重视。
双TIG焊和TIG弧等离子弧混合焊接是当前双面双弧焊接领域中最常见的焊接方法。由于这两种焊接方法不需要填充焊丝,而且电弧稳定,适合于板边精密加工的薄板在无间隙情况下的对接焊。高强铝合金因为自身良好的机械性能,焊接性能,广阔的市场和丰富的来源,其焊接方法不断推陈出新,效率增加,寿命延长,成本不断降低,性能日益提高[1—5]。
1.2 双面双弧焊
双面双弧焊接( DSAW) 是一种崭新的焊接工艺。双弧是指采用两个同种电弧或不同的电弧。双面是指在工件的两面同时焊接的焊接工艺。双面双弧焊接具备极高的生产效率, 但它必须使用立焊的方式进行焊接。根据两个电弧的相对位置,双面双弧焊接可分成双面双弧非对称焊和双面双弧对称焊。
双面双弧非对称焊在焊接过程中,两焊枪并不是保持对称位置,而是有一定的距离,以相同的速度在工件正反两面同时焊接。目前全球焊接研究领域内,对于双面双弧焊接研究应用比较多的焊接方式主要有双面TIG、双面MIG和MIG+TIG焊,焊接示意图如图1 所示。
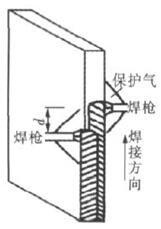
图1.1 双面双弧非对称焊
在双面双弧对称焊研究领域中,美国著名Kentucky 大学的著名教授张裕明教授等人在传统的双面电弧焊接的普遍基础上推陈出新,开发了崭新的研究领域, 创造了混合电弧双面双弧焊接,使用等离子弧( PA) 和钨极氩弧( TIG) 对焊缝两面同时进行焊接工作 ,获得, 适合于中厚板焊接光滑平整的焊缝和更有利的机械性能[6,7]。原理图如图2所示。
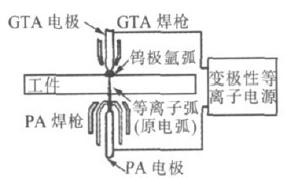
图1.2 双面双弧对称焊
双面双弧对称焊在焊接过程中,两焊枪是保持对称位置,以相同的速度在工件正反两面同时焊接。两焊枪使用同一个电源上,焊枪之间的电弧采用高频交流方式,工件不接地线。该焊接方法减少了焊缝截面积,提高了工作效率,同时减少热输入,消除热裂纹,防止了焊后变形。此外,此焊接法,不是熔化极气体保护焊,没有焊丝,焊缝成分保持母材金属成分不变。双面双弧TIG焊接相比于传统的交流TIG焊,工艺简化,效率增加,焊缝寿命延长,成本不断降低,性能日益提高[8]。
图1.3 双面双弧TIG焊接示意图
铝合金焊缝的具体机械性能受到焊接参数的重要影响,哈尔滨工业大学的董红刚等人在双面双弧焊接技术的基础上,对铝合金的双面双弧焊接工艺进行广泛的实验探索。在试验过程中发现, 峰值电流和基值电流大小之间的匹配将影响到焊接熔池液态金属量的多少及焊缝的宽窄。其研究还发现,文弧电流保持在一定值以下,可防止双弧的产生[9]。
1.3 发展趋势
铝合金焊接工艺的未来发展的趋势主要有以下四点:(1)随着双面双弧焊、复合焊、搅拌摩擦焊、激光束和电子束焊等焊接工艺的成熟与广泛运用,高强铝合金的焊接质量会进一步得到提升。(2)焊接自动化水平不断发展,机器人,数字控制等技术在铝合金焊接生产中得到广泛应用。(3)不断发展提高高强铝合金焊接工艺的大规模生产效率,同时降低焊接成本。(4)焊接技术将开展跨领域的发展,与计算机技术、数字通讯技术等其它技术相融合,在更多领域更广范围内充实焊接技术领域范围的内涵,促进焊接技术及设备的飞速发展。 高强铝合金双面双弧焊接工艺方法研究(2):http://www.youerw.com/cailiao/lunwen_16468.html