
1.2 双轴肩搅拌摩擦焊 2
1.3 高强铝合金的焊接性 3
1.4 搅拌头 4
1.4.1 单轴肩搅拌头4
1.4.2 双轴肩搅拌头5
1.5 高强铝合金搅拌摩擦焊研究现状 5
1.5.1 常规搅拌摩擦焊 5
1.5.2 双轴肩搅拌摩擦焊 5
1.6 小结 6
2 实验 7
2.1 实验材料及设备 7
2.1.1 实验设备 7
2.1.2 实验材料 7
3 搅拌头设计 8
3.1 搅拌头材料 8
3.2 搅拌头承载分析 8
3.3 搅拌头结构设计 9
4 辅助夹具 11
5 实验过程 12
5.1 普通铝合金实验13
5.2 7A52铝合金实验13
6 实验结果及分析16
结论 17
致谢 18
参考文献19
1 引言
搅拌摩擦焊(friction stir welding,FSW) 作为一种非常好的固相连接工艺,已经在航空、航天、造船等领域有很广的应用。近年来出现了一些新的搅拌摩擦焊方法,例如搅拌摩擦点焊、双轴肩搅拌摩擦焊和摩擦塞焊。
传统搅拌摩擦焊是将两个焊件对接在一起,刚性垫板在背部作支撑作用,搅拌头插入焊件对接的缝隙,在一定压力、旋转速度以及焊接速度条件下实现两个焊件的连接。焊接过程中搅拌头并没有完全穿透焊件,因此在焊接过程中可能会产生未焊透或焊穿等缺陷[7]。
双轴肩搅拌摩擦焊技术作为一种新型的焊接方式,是对传统搅拌摩擦焊技术的一种补充。该技术极大降低了产生在焊接过程中的锻压力,增加了零件装配和焊接的灵活性,可以对结构复杂的构件进行三文焊接,同时节省了制造刚性垫板的成本。双轴肩搅拌摩擦焊可以同时对工件的上表面和下表面进行焊接,从根本上消除了未焊透或根部缺陷等问题[16]。而搅拌头作为搅拌摩擦焊的核心,也是探索双轴肩搅拌摩擦焊的研究重点。
1.1 搅拌摩擦焊
搅拌摩擦焊( Friction Stir Welding,简称FSW) 是由英国焊接研究所于1991年研究发明的一种先进的固相连接技术。如下图1.1所示,焊接时,旋转的搅拌针伸入工件的接缝中,搅拌头与工件之间会产生摩擦热,使搅拌头前方的材料发生强烈的塑性变形,随着搅拌头的前进,发生塑性变形的材料逐渐沉积在搅拌头的背后,最终形成搅拌摩擦焊焊缝。
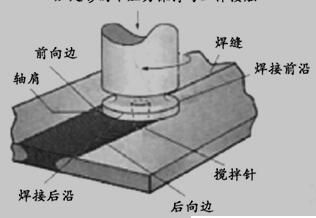
图2.1 搅拌摩擦焊
1.1.1 搅拌摩擦焊主要特点
与传统的熔焊相比,搅拌摩擦焊技术具有下面几个优点。
1)焊前的准备工作不是很复杂,由于是固相焊接,被焊材料不发生熔化只会塑性变形,焊接接头性能好,接头强度高,可实现多个方位的焊接;
2)成本低并且节能,焊接时不需要保护气体,不需要焊丝;
3)不但能焊接性能差异很大的异种金属材料,而且能实现金属和非金属材料的连接;
4)焊接过程安全,无飞溅,无辐射,并且环保,不会产生有害物质。
1.1.2 搅拌摩擦焊应用领域
自从搅拌摩擦焊发明以来,该技术被很快的推广,并应用于许多方面,特别是在一些重工业,例如核电核能、航空航天(飞机制造零部件的装配)、船舶(船舶甲板、侧板,以及水上观测站、防水壁板、船体外壳、主体结构件等的制造,还有直升机降落平台、海洋运输结构件等)、陆路交通(高速或轨道列车,以及地铁车厢、有轨电车,汽车的引擎、底盘、轮毂、车身支架、载货车尾部升降平台、汽车起重器,以及装甲车的防护甲板等轨道列车)等。
1.1.3 搅拌摩擦焊的主要材料 高强铝双轴肩搅拌摩擦头设计和工艺研究(2):http://www.youerw.com/cailiao/lunwen_31162.html