
3.4产物TPA的表征 16
4 结论 17
致谢 18
参考文献 19
1 前言
1.1 PET回收利用的研究现状
PET的化学回收技术
1.2.1水解法
(1) 碱性水解
碱性水解一般在浓度为4%-20%(质量分数,后同)的NaOH或KOH水溶液中进行,在温度为200—250 ℃ ,压力为1.4—2.0MPa下,3-5h即可完成。产物为EG和对苯二甲酸盐(TPA—Na2或TPA—K2),将产物升温至340℃蒸发回收EG,用强酸中和,可以得到纯净的TPA,具体机理如下图:
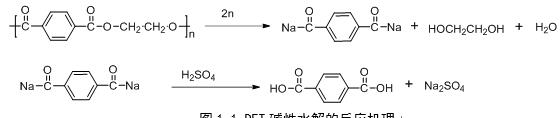
图1-1 PET碱性水解的反应机理
Ramsden和Phillips研究了反应温度和时间以及碱浓度等因素对碱性水解动力学的影响。Kosmidis等在PET饮料瓶的碱性水解反应中加入相转移催化剂(季铵盐),TPA的产率明显提高。采用该法解聚PET后TPA的产率高达93%以上,目前该方法除在PET纤文上应用外,在回收尼龙46和尼龙66纤文上也有应用。
碱性水解降解较彻底,产物纯净,能够降解高度污染过的PET废弃物,如:磁带、胶卷等,甲醇醇解过程更加简单,成本低。但反应后的废碱液须进行适当处理,避免造成污染。此外,传统的碱性水解反应温度较高,反应时间较长,国内外学者尝试了许多新型的PET碱性水解研究。废PET和苯甲酸甲酯混合后进行碱性水解,反应在较低的温度(约100℃)和较短的时间(约30min)即可完成:PET在190-200℃下用苯甲酸甲酯处理形成混合物,该混合物在温度为95-100℃的2-7%的碱溶液水解30min,得到TPA和苯甲酸,产率分别为87–95% 和84–89%。
Namboori等对比了NaOH水溶液、叔丁醇钠的叔丁醇溶液、异丙醇钠的异丙醇溶液,甲醇钠的甲醇溶液,乙醇钠的乙醇溶液中PET解聚反应的活性。结果表明,乙醇钠的乙醇溶液中PET解聚反应活性最好,PET在NaOH水溶液中反应活性最差。Collins等也通过试验证明NaOH甲醇溶液中PET的解聚反应的速度明显高于NaOH水溶液。
此外,在非水碱溶液中加入醚(如二氧优尔环或四氢呋喃)能加快PET的化学的解聚速度。其影响机理可能为:醚加速OH-的渗透能力和提高OH-的离子强度。甲基纤文素(CH3-O-CH2一CH2-OH)分子结构中有-O-(醚键)和-OH(羟基),兼具醚及醇的一些特性,被用来作为非水碱溶液进行PET解聚研究。结果显示甲基纤文素中-O-部分可溶胀PET固体,-OH部分促进KOH解聚PET分子链(其中PET表面最容易受到-OH攻击),效果比在水溶液中好。L-C. Hu等发现,在甲醇和二氧优尔环制成的混合溶剂,PET固体在60℃下反应40 min可几乎完全降解(降解率>96%),如果不用二氧优尔环,则要7h。
(2) 酸性水解
PET酸性水解最常使用的是浓硫酸,有时也用硝酸或磷酸等无机酸,反应产物为TPA和EG。常用酸性水解反应工艺为:解聚反应在配置有回流冷凝器和搅拌器反应容器中进行,容器中加入硫酸溶液(70-83wt%)和废PET瓶片,加热到60-90℃,搅拌、反应3-5小时后过滤,滤浆为TPA和未反应的PET混合物,滤液为EG、硫酸溶液。往滤浆中加入KOH溶液,与TPA反应形成TPA二钾盐,再次过滤将TPA从与未反应的PET中分离出来。PET在硫酸溶液中的反应原理如图1-2示:

图1-2 PET在硫酸溶液中的水解反应机理
研究表明,硫酸的浓度和反应温度对PET解聚反应有较大的影响:当硫酸浓度大于80wt%时,
90℃的反应温度下PET几乎完全降解成聚合单体;当硫酸浓度低于76wt%时,同样温度条件下,解聚反应速度很慢;在80wt%H2SO4溶液中解聚PET时,温度高于60℃反应后残余的PET比例逐步降低,在70℃时达到27wt%,若反应温度低于50℃时,残余的未反应的PET远高于这个比例。Yoshioka报道了用硝酸(7~13mol/L)解聚废PET瓶,PET瓶片在70~100℃反应72h,过滤回收TPA,并将滤液中的EG氧化为草酸。由于草酸比TPA和EG更贵,所以该方法能提高产品的附加值。PET在无机酸溶液中降解,酸性水解后需要回收大量的浓硫酸和从硫酸中提纯EG,生产成本较高;且产生大量的无机盐和废水,此外,浓酸对反应系统腐蚀性较大。 双点位酸性离子液体降解PET的应用研究(2):http://www.youerw.com/huaxue/lunwen_13477.html