
该自动上胶机整体结构包括:
1管路系统
2上胶系统
3装夹系统
4传动系统
5控制系统
2.2拟定上胶方案
本次方案拟采用水性热熔胶,在薄铝片工件表面上涂胶,此类胶以丙烯酸酯类、功能性单体等多元共聚、并经改性,常温下为液态,粘度可调整,流动性好,粘结强度大,是新型的高科技环保产品。
水性热熔胶胶是聚氨酯树酯改性的水分散体,外观为白色,烘干后为无色透明胶膜,其主要特性:
外观:白色半透明液体
主成分:聚氨酯树酯改性的水分散体
粘合材料类型:玻璃,金属类,电子元件,皮革,塑料类,橡胶类,纤文类,其他材质,水泥制品,陶瓷,医学类,纸张类
固含量:50±1%
黏度:100 cps (120 ℃)
工作温度:120度
工作压力:4bar
保质期:优尔个月
溶剂含量:82%-88%
可使用时间:8小时
干燥时间:60-65度5-6分钟
即剥力:3.2 -4.2kg /cm
初期力:5.5 -6.5kg /cm
后期力:9 -9.5kg /cm
水性热熔胶经加热,由喷头喷涂在工件表面,之后工件手动从夹具上卸下,进入下一个工序。
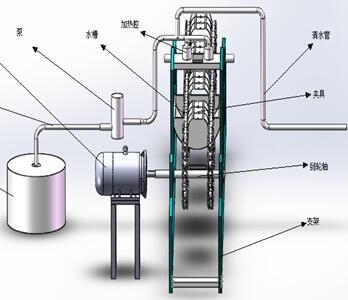
图2.1 涂胶机机构图
2.2.1管路系统
该管路系统由供胶管路系统和供水管路系统两部分组成。
(1)供胶管路系统
供胶管路系统由胶桶,胶管,胶泵组成。为上胶机提供喷胶需要的原料胶水。
水性热熔胶经胶泵从胶桶中进入加热腔中,胶泵采用齿轮泵,胶管可采用软管,便于胶桶的放置,齿轮泵后面装有流量计,用来监测胶水流量,并设置报警系统,当胶水流量不符合标准时,系统响铃报警,胶泵前有电磁阀,控制胶泵的开关。胶泵和加热腔之间设置有手动三通切换阀,当开关处于胶水管路开通时,胶水通过切换阀,进入加热腔。
(2)供水管路系统
供水管路系统为上胶机提供清水,用于清洗上胶机中剩余的胶水,防止胶水凝固造成管路系统和喷嘴的堵塞。
由于水龙头可以提供2.5公斤的压力,所以供水管路不需要水泵。水管可以直接与水龙头连接,设置开关阀。当手动三通转换阀位于水路系统开启状态时,清水进入加热腔,之后进入喷嘴,进行清洗。
2.2.2上胶系统
上胶系统由加热腔,加热环,喷嘴组成,完成胶水的喷胶任务。
胶水经切换阀进入加热腔后,胶水在加热腔中进行电加热,可以采用加热环套在加热腔上进行加热,加热环上设置有电磁阀,控制加热环的开闭,加热腔上部设置有温度计,用于监测胶水的温度,并设置报警系统,当胶水温度不符合要求时,鸣笛报警。之后胶水进入喷嘴,由喷嘴喷涂在工件上,考虑到加热后的热熔胶具有较强的粘性,加热腔和喷嘴之间的距离应该很短,防止胶管过长造成堵塞,由于工件需要喷涂的面积为两个不连续弧面,两弧面最远端间角度大于180度,若采用一个喷嘴,喷嘴运动轨迹太过繁琐,故采用两个喷嘴进行喷涂。
为了防止喷嘴喷出的胶水扩散在空气中,上胶系统应该采用型材进行封闭。封闭的型材左右两面采用完全封闭,前后两面由于要通过工件,可考虑采用条状的帘子状型材进行封闭。
喷嘴处设置有电磁阀,控制喷胶的开关,工件下方设置有感应器,感应器与电磁阀相连,当感应器感应到工件到来时,电磁阀开启,喷胶开始,工件传输过喷头时,感应器控制电磁阀关闭,喷胶停止。
喷嘴出工件下方应该设置一个开口槽,由于收集喷出的多余胶水和清洗时的废水,并且防止胶液喷撒在底部链条上。开口槽底部有一定的坡度,在最低处有开口与一段水管相连,水管上设置有电磁阀,控制废液的排出收集。 自动上胶机的设计+CAD图纸+夹具系统(3):http://www.youerw.com/jixie/lunwen_14825.html