
当前三维打印技术发展得非常快速,已发展出数十种的三维成型技术,包括:立体印刷技术(简称SLA)、选择性激光烧结技术(简称SLS)、分层型实体制造技术(简称LOM)、熔化沉积成形技术(简称FDM)、三维立体印刷技术(简称3DP)、热塑性材料的选择性喷洒技术(简称Ink-jet)、固基光敏相法技术(简称SGC)、激光增材制造技术等。不同类型的三维打印技术因所用的材料不同,“打印”的过程和设备的结构也会不一样,但究其本质的原理都是“分层制造,逐层叠加”,与数学上的积分过程有相似[2]。本文主要介绍一些典型的金属材料三维打印技术。
当今能直接成形金属产品的三维打印方法主要有:选择性激光烧结(Selective Laser Sintering,SLS)、选区激光熔化技术(Selective Laser Melting,SLM)、电子束熔化成型(Electron Beam Melting,EBM)、激光熔覆净成型技术(Laser Engineered Net Shaping,LENS)等等。
1。1。1 选择性激光烧结(SLS)
选择性激光烧结是由美国“University of Texas at Austin”的研究生Decard在1986年提出的。加工前程序把零件三维实体模型沿Z向分层切片,并将零件实体的截面形状信息储存于一个STL类型文件中。成形步骤中控制铺粉棍扫动把新的材料粉末层平整铺于前一次成形完结构的表面之上,随后用激光升温到邻近于该材料熔点的一个温度。控制系统根据各层截面的CAD数据,令激光束依照加工层面的横截面的轮廓有选择地扫描该层粉末,加热粉末直到熔点,从而使粉末跟前一个已成形表面烧结。每一层的粉末扫描成形完毕之后,系统控制工作台使其降落一层粉末的高度,之后控制铺粉棍在前一个表面平铺好新的粉末层,开始下一个分层截面的加工,重复这个过程直到整个模型加工完毕。在成型的过程中,已加工粉末层中没有烧结的粉末部分为悬臂和空腔部分发挥支撑结构的作用,不需要跟SLA技术一样独立制作支撑工艺结构[3]。SLS技术设备采用CO2激光器。可加工的材料包括蜡、PC、聚酰胺、各种合金和某些新型材料等。零件烧结完成且冷却完毕之后,用毛刷或气枪清理多余粉末。由图1。1。1所示,激光扫描过程、激光开关与功率控制、预热温度以及铺粉辊、粉缸移动等都是在计算机系统的精确控制下完成的。
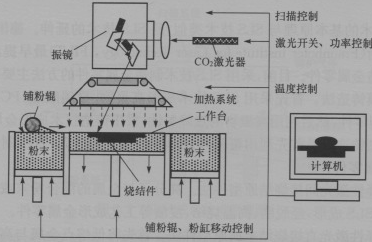
图1。1。1 SLS设备原理示意图
与其它的三维打印技术相比较,选择性激光烧结技术最具特色的优点在于可以直接制造出金属工件。此外,选择性激光烧结技术的优点还有:
(1)能使用很多种类的原材料,满足不同的需求。(2)制造的工艺相对比较简单。(3)精度较高。其精度能到达±(0。05--2。5)mm的公差;而且在粉末颗粒直径小于0。1mm时,精度能达到±1%。(4)不需要支撑结构。没有烧结的粉末部分为悬臂和空腔部分支撑。(5)材料利用率高。因为无需支撑结构和基底,所以产生的废料比较少。(6)生产周期较短。开始建模到制造完成的时间只需数小时。(7)用于制造模具,结合其它制造方法,快速生产。(8)应用面广。
选择性激光烧结工艺也有比较多的缺点,例如:
(1)表面质量不高。金属粉末经烧结后的产品表面为颗粒状。(2)某些材料熔化时容易产生异味。(3)某些情况下需要繁复的辅助性工艺。像是预热原材料粉末、清理残留粉末等。(4)在一些精密件或细小件上,制造精度没有SLA高。
1。1。2 选区激光熔化技术
TC4三维打印钛合金构件的热处理工艺研究(2):http://www.youerw.com/jixie/lunwen_87969.html