-
双脉冲MIG焊可满足高标准焊接工艺,它的送气和填充的方式都是特别的,而且焊接速率比普通焊接方式高出几倍,焊接范围及其灵活度也是相当的高,焊接完成后的成形也优于一般焊接方式。双丝焊是以这些优异的性能逐渐受到人们的关注和深入研究,双丝焊接系统如图1.4所示,双丝焊机的两个焊丝并不是相互平行垂直于操作平台,而是辅机焊丝垂直于操作平台,主机焊丝与辅机焊丝呈大约30°角。主辅机通过两台不同的电源控制,电流电压、送丝速度、是否施加脉冲、选择焊丝材料、焊丝直径、焊前热处理、焊后送气时间等参数在每台电源都可以独立设置。根据不同材质设置不同的参数,能让两根焊丝相互协调,而不会相互干扰,也能使电弧燃烧稳定。双丝焊机送丝速度能高于15m/min以上,两个焊丝同步燃烧熔解,熔覆率比单焊丝焊接方式大一倍,焊接速度能高于100cm/min以上。双丝焊的送丝速度和熔覆率较单焊丝焊接方式有着显著优势。34034
- 上一篇:Fe-Al合金层制备研究现状
- 下一篇:人体运动姿态国内外研究现状
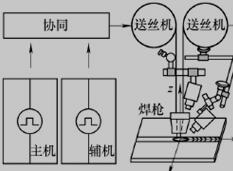
图1.4双丝焊接系统
很多国家都在对双丝焊接技术进行研究。德国CLOOS公司在1996年开发了Tandem焊接工艺,那时候的焊接手段已经相当灵活,已经可以选择异种金属作为焊丝材料而不是传统单一的同质材料,焊丝直径也能随意调节,使得Tandem在异种金属的焊接应用得到了发展,每一种焊丝有各自的参数,论文网同时依旧能达到单丝双丝的切换使用。现在已经成功运用于航天轮船等行业 [20]。加拿大Weld Process公司的John Church创造了T.I.M.E(Transferred Ionized Molten Energy)工艺[21]。Fronius公司创造了T.I.M.E高效焊接工艺,2003年又提出T.I.M.E Twin焊接工艺,两根焊丝在保护气环境下绝缘独立,由同样独立的两台电源控制,电弧不会相互影响。送丝速度大(可到50m/min),虽然T.I.M.E焊接工艺能够很大程度增大熔敷效率,但是是以我国稀缺的氦气作为保护气,所以其工艺当时并没有在我国得到发展。
南京理工大学的王金雪[17]采用了针对5mm异种铝合金板,采用自动双丝MIG焊,进行焊接性研究,优化适于薄板异种铝合金自动双丝焊单面焊双面成形工艺参数。实验结果得出了最佳工艺参数而且焊接过程有高稳定性。南京理工大学的王克鸿、杨嘉佳、吴统等[18]进行铝合金双丝脉冲焊接时,强烈的双弧光强和铝合金的强反射作用造成熔池视觉传感困难。针对铝合金双丝脉冲焊熔池图像存在的高频横纹干扰,通过熔池成形来计算熔池宽度、面积、周长、尾部系数等熔池几何特征参数。南京理工大学的吴博文[19] 用法国SAF公司的STARMATIC R450 TOPMAG自动双丝焊接设备进行了直径为6mm和10mm的厚铜-钢异种金属双丝焊工艺试验。最后得出了焊接裂纹主要影响因素是焊缝的合金组织成分,铜侧熔合主要影响因素是偏铜距,当焊缝金属中铁的质量分数为25%,偏铜距为2mm时焊缝质量最好的结论。学者们对双丝焊研究的大量实践与探索,都显示了双丝焊应用的广泛性,目前双丝焊仍有深入研究与优化的趋势。