花键轴磨床成型修整器及磨头拖板结构设计+CAD图纸(2)
时间:2018-04-12 20:43 来源:毕业论文 作者:毕业论文 点击:次
1.1.2选题目的 (1)熟悉花键轴磨床的工作原理及结构; (2)了解该机床砂轮修整及磨削的整个过程。 1.2花键轴磨床简介 1.2.1花键轴 花键轴是机械传动一种,和平键、半圆键、斜键作用一样,都是传递机械扭矩的,在轴的外表有纵向的键槽,套在轴上的旋转件也有对应的键槽,可保持跟轴同步旋转。在旋转的同时,有的还可以在轴上作纵向滑动,如变速箱换档齿轮等。其加工方法主要采用滚切、铣削和磨削等切削加工方法,也可采用冷打、冷轧等塑性变形的加工方法。 ⑴滚切法:用花键滚刀在花键轴铣床或滚齿机上按展成法加工, 这种方法生产率和精度均高,适用于批量生产。 ⑵铣削法:在万能铣床上用专门的成形铣刀直接铣出齿间轮廓,用分度头分齿逐齿铣削;若不用成形铣刀,也可用两把盘铣刀同时铣削一个齿的两侧, 逐齿铣好后再用一把盘铣刀对底径稍作修整。铣削法的生产率和精度都较低,主要用在单件小批生产中加工以外径定心的花键轴和淬硬前的粗加工。 ⑶磨削法:用成形砂轮在花键轴磨床上磨削花键齿侧和底径,适用于加工淬硬的花键轴或精度要求更高的、特别是以内径定心的花键轴。 ⑷冷打法:在专门的机床上进行。对称布置在工件圆周外侧的两个打头,随着工件的分度回转运动和轴向进给作恒定速比的高速旋转,工件每转过1齿,打头上的成形打轮对工件齿槽部锤击1次,在打轮高速、高能运动连续锤击下,工件表面产生塑性变形而成花键。冷打的精度介于铣削和磨削之间,效率比铣削约高5倍左右,冷打还可提高材料利用率。 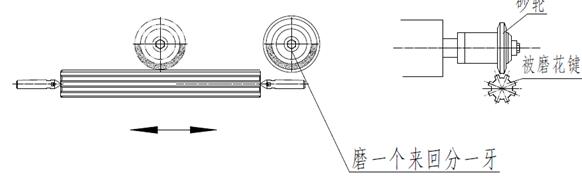 2.1.1磨削原理图 由图2.1.1可知花键轴磨削原理为:磨削键槽一个来回后,通过分度机构转动一个角度继续磨削下一个键槽,直到完成磨削。 花键轴分矩形花键轴和渐开线花键轴两大种类,花键轴中的矩形花键轴应用广泛,而渐开线花键轴用于载荷较大,定心精度要求高,以及尺寸较大的链接。矩形花键轴通常应用于飞机、汽车、拖拉机、机床制造业、农业机械及一般机械传动等装置。 1.2.2花键轴磨床 花键轴磨床是普通磨床的基础系列,机床适用于机械制造工业中汽车,拖拉机,机床的专业的中小批量生产,主要加工矩形直齿花键轴的侧键和地径且适用于磨削多种齿形的高精度直齿或螺旋齿花键轴、花键拉刀、塞规、滚压轮、及齿轮等。其精度和表面粗糙度应能达到GB/T 1144的规定,并有可加工渐开线,三角齿形的直齿花键轴和花键孔的特殊的附件装置其磨削加工原理为成形法磨削,即将砂轮轴截面截形修整为与齿轮齿槽相对应的截面,进行成形磨削加工。 机床的结构应具备以下几点: ①头架有自动和点动分度; ②工作台(砂轮架)纵向移动有液动和手动; ③砂轮修整器安放在磨头上; ④磨头垂直进给可自动和手动; ⑤工作台移动和头架分度有可靠的连锁装置; ⑥尾架有液动装置; ⑦有冷却液净化装置; ⑧根据需要可有渐开线修整器和磨直齿花键孔装置。 机床精度应符合JB/T 9904.2的规定。机床为JB/T 9871 规定的IV级精度机床。 花键轴磨床可分为:精密花键轴磨床,半自动花键轴磨床,螺旋形花键轴磨床。 精密花键轴磨床适用于国防和机械制造工业中加工特殊精度要求的矩形直齿花键轴和精密级的矩形直齿花键拉刀,并有特殊附件装置,可加工渐开线,三角齿形的直齿花键轴和花键拉刀。精度应符合有关规定。 (责任编辑:qin) |