- 上一篇:创意办公空间的色彩营造开题报告
- 下一篇:小区物业管理系统开发开题报告
3 方案论证
3.1 制件结构特点
该钣金件为手机部件是一个支撑件,由大量折弯构成,需要用到大量曲面成型,制件表面精度要求高,适合大批量生产。
3.2 制件材料特性
08F是冲压用钢板中沸腾钢的一种牌号,其中F指的是沸腾钢;08指的是含碳量万分之八; 08F钢它的塑性、韧性极高,具有良好的冷变形性和焊接性,正火后切削加工性尚可,退火后导磁率较高,剩磁较少,但淬透性、淬硬性极低。08钢的塑性很好,主要用来制造冷冲压件。
该钣金件为手机支架零部件,并且多个不规则曲面构成,需要有良好的塑性和韧性,故选用08F为制件材料。
3.3 工艺参数
压料力一般为压弯力的 16%-30%.
F= (16%-30%) *L* tx0b (N)
Lx tx0b = 弯曲成形力 (N)
L = 加工长度 (mm)
t = 料厚 (mm)
σb = 抗拉强度(MPA)
抗拉强度x0.8=抗剪强度。
表3.1折弯适用范围
3.4 设计方案拟定
图3.1手机支撑件零件图
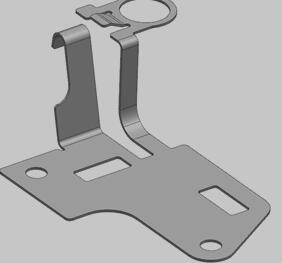
图3.4.2方案二
材料为08F钢板,厚度0.15mm ,最大外形尺寸25.14mm,属于小型制件。工件精度IT10级,下图为手机支架零件图,该零件的基本工序由冲孔、冲切、成形、多次弯曲成型、曲面成形等组成。制件上直径较小的孔 ,属于小孔冲裁 ,冲裁工艺性较好。在分析了冲裁件的工艺性之后,通常在对工艺性质、工序数目、工序顺序组合方式、产品质量、生产效率、设备占用情况、模具制造的难易程度和模具寿命高低、工艺成本、操作方便和安全程度等方面进行综合分析,制定几种不同的冲压工艺方案。
设计方案拟定,可拟定出如下几种方案:
方案一:落料-冲孔-成型,采用单工序模生产。
方案二:冲孔、导正销孔,冲孔,落料1,落料2,落料3,空工位,折弯1,折弯2,空工位,折弯3,折弯4,空工位,折弯5,折弯6,冲裁,落料。
比较上述各方案可以看出,
方案一:模具结构简单,但需要8道工序8套模具,生产效率较低,成本高,不适合高速大批量生产,精度不高,难以满足该零件的年产量要求。
方案二:采用级进模加工。级进模比单工序模生产效率高,减少了模具和设备的数量,工件精度要求高,一般适用于大批量生产。第一工序为冲切或冲导正孔,后面的工序均以冲出的导正孔为基准,完成成形与冲孔等工艺。与单工序模相比,单工序模工序多,效率低,而且零件经反复定位,不能保证制件的精度要求,故为保证稳定、批量的生产效率和一致的零件质量,采用多工位级进模是最佳的生产方式
综合方案结果,先冲裁将会造成零件的难以固定或翘曲的状况,因此方案二是本零件的最佳方案。
4 毕业设计(论文)内容
4.1 基本内容
通过毕业设计,熟悉模具结构及工作原理,通过查阅资料和学习来论证和确定手机支撑件级进模设计的总体方案,掌握NX模具制造设计的过程,掌握使用材料及其热处理,对主要零部件进行计算和校核,并了解模具加工工艺。绘制装配图和主要零部件图,熟悉模具操作及文修和保养注意事项。按学校规定完成图纸量和设计说明书并通过答辩。
4.2 重点内容
1. 要求成型工艺合理。模具设计简单,结构合理,易于操作和文修。
2. 保证操作过程,坯料定位准确、操作方便、安全,满足生产实际需要。