铰链板成型送料系统设计+CAD图纸(3)
时间:2018-05-11 16:29 来源:毕业论文 作者:毕业论文 点击:次
由Q+数字+质量等级符号+脱氧方法符号组成。它的钢号冠以“Q”,代表钢材的屈服点,后面的数字表示屈服点数值,单位是MPa例如Q235表示屈服应力(σs)为235 MPa的碳素结构钢。 2.1.2 运动分析 本铰链板成型送料系统的整体工作原理为:采用卷料放料架放置Q235卷料,使用手动式平面连杆涨芯机构进行卷料的张紧,放料架送出的卷料采用辊式矫直机进行矫直,电动机与减速箱装配于矫直装置处产生原动力拉料。带料经过矫直后送出经过光电传感器,该传感器用以检测什么时候送料什么时候停止送料。之后带料经过导料装置进行再次矫直后送进气动装置,由气动装置进行最终的送料。 2.2 本课题的基本数据设计计算 2.2.1 送料速度计算 已知步进距离为50mm,选取冲床每分钟冲压30次,则送料速度为: V_送料=0.05×30=1.5 m/min 应满足矫直机构送料速度大于步进送料速度以使电机间歇运动,则假设矫直送料可以满足冲床5分钟冲压: V_矫直=0.05×30×5=7.5 m/min 2.2.2 卷料重力分析 根据设计图纸得: 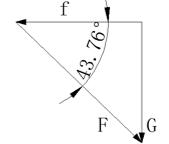 图2.1 卷料对螺杆的受力分析 已知卷料宽度b为42mm,厚度t为2.3mm,Q235密度为ρQ235为7.85g/cm3,若以此卷料可满足4小时冲压,则卷料体积为: V=a×b×t=50×30×60×4×42×2.3=3.4776×〖10〗^4 cm^3 因此,卷料重力为: m=ρ∙V=7.85×3.4776×〖10〗^4=272991.6 g=273 kg G=m∙g=273×9.8=2675.4N 卷料对螺杆的压力为: F_G=G/(COS43.76°)=3704.3N 卷料对螺杆的轴向力为: F_轴=G∙tan43.76°=25062.0N 套筒相对螺杆运动时的摩擦力: f=μF_G=0.15×3704.3=555.65N 上式中,μ为摩擦系数,查常用材料摩擦表可得钢-钢的摩擦系数μ=0.15。 3 放料架设计 本设计中的放料架采用手动式平面连杆涨芯机构。用以放置卷料,有三个臂起支撑作用,使用螺杆螺母旋进进行卷料的压紧。主轴为转动心轴,采用空心结构减轻本身质量。 3.1 螺旋传动设计 螺旋传动由螺杆与螺母组成,主要功用是将回转运动转变成直线运动并传递运动和动力。按其用途不同可分为三类: (1) 传力螺旋传动:以传递动力为主,要求以较小的转矩产生较大的轴向推力,间歇工作,运动速度不高,一般有自锁要求,如其中和加压装置中的螺旋; (2) 传导螺旋传动:以传递运动为主,有时也承受较大的轴向载荷,常在较长的时间内连续工作,工作速度较高,对传动精度的要求也较高,如机床进给机构中的螺旋; (3) 调整螺旋传动:用以调整和固定零件的相对位置,对自锁性有较高的要求,如机床、仪器和测试装置等的微调机构中的螺旋。 按螺旋副摩擦性质的不同,螺旋传动又可分为滑动螺旋传动、滚动螺旋传动和静压螺旋传动。滑动螺旋传动结构简单,便于制造,易于自锁,但摩擦阻力大,传动效率低,磨损快,运动精度低。滚动螺旋传动和静压螺旋传动的摩擦阻力小,传动效率高,但结构复杂/特别是静压螺旋传动,还需要供油系统,因此只有在高精度、高效率的重要传动中才宜使用,如数控、精密机床或自动控制系统中的螺旋传动。 此处选用滑动螺旋传动。 3.1.1 滑动螺旋传动 (1) 滑动螺旋传动的结构 螺旋传动的结构主要是指螺杆、螺母固定和支承的结构形式。其工作刚度、精度与支承结构有直接关系。当螺杆细长且水平布置时,如机床的传动丝杆等,应在螺杆两端或中间附加支承,以提高螺杆的工作刚度,螺杆的支撑结构和轴的支承结构相同, (责任编辑:qin) |