数控成型平面磨床磨头及修整机构的设计及CAD图纸(2)
时间:2019-03-30 21:42 来源:毕业论文 作者:毕业论文 点击:次
3.7.2 规格参数 14 4 计算校核 15 4.1 电动机的选择 15 4.2 联轴器的计算 15 4.2.1 类形选择 15 4.2.2 载荷计算 15 4.2.3 型号选择 16 4.3丝杆的强度校核 16 5 高精度主轴的设计 21 5.1 轴的材料选择 21 5.2 轴的结构设计 21 5.2.1 轴的最小直径估算 22 5.2.2 各轴段直径和长度的确定 23 5.2.3 主轴的校核 23 6 轴承的选择和寿命校核 27 6.2 轴承的润滑 29 6.3 轴承的密封 29 7 数控砂轮修整编程实例 30 8总结 31 9谢辞 32 10参考文献 33 1 绪论 1.1 数控成型平面磨床的概述 简单来说数控磨床是一种先将包括各式的砂轮、油石、砂带等磨削成型,在对工件进行拉刀的机床。其中比较主流的都是使用高速旋转的砂轮进行磨削加工,基本所有普通传统的磨床都是使用砂轮。 数控磨床按照加工类型的不同又可以分类成数控平面磨床、数控外圆磨床、数控内圆磨床、数控立式万能磨床、数控坐标磨床、数控成型磨床、数控成型平面磨床等。本设计中所用到的磨床便就是数控成型平面磨床。 成型平面磨床能加工脆性材料, 如玻璃、陶瓷等。也能加工硬度较高的材料,如硬质合金钢等。同时成型平面磨床也能做出普通磨床难以完成的精度要求高并且磨削量又小的工作。同时也可以保持高效率和高质量。 成型平面磨床相交于以前的传统车床、铣床等所使用的数控系统略有不同,因为它对数控系统的特殊要求(这种控制系统具有一定的逻辑性,可以自主处理一些控制编码和其他的程序,再通过将其译码,这样就可以使磨床执行事先用编码设定的动作,通过砂轮等模具将毛坯料加工成品零件。) 现如今,伴随这数控技术的不断发展,磨床上的砂轮的各种操作都得到了实现,包括自动补偿,多工作台,连续修整,自动交换砂轮,自动传送和装夹工件等,现在,这一系列的操作已经在平面磨床上越来越普及。 数控成型平面磨床的磨削的原理:在磨床模具的制作中,首先是通过成形磨削的办法来将工凸模、凹模及型腔模块和型心等修整成型,在用修整成型之后的模具通过拉刀或者类似拉刀的方式来对工件进行加工。这就是数控成形磨床最常用的,也是最有用的一种加工办法。同时一般在加工前,零件通常还会在进行热处理加工之后再用模具加工,这样不仅可以减少零件变形程度,同时也可以降低对模具精度的影响。由此可见,成形磨削加工的特点是质量好、精度高、加工速度快。 数控成形平面磨床实例: 数控平面磨床MDK1022 数控平面磨床MDK1022机床结构为卧式布局,磨头进退导轨采用交叉滚子导轨,刚性好、精度高、使用寿命长、文修方便。 机床采用贯穿式,皮带辊轮送料,连续磨削的工艺方法,并可配有自动上料提升机构。 图1.1数控平面磨床MDK1022 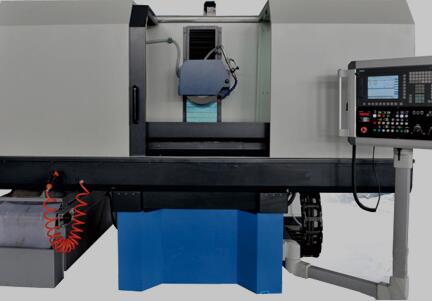 技术规格 单位 MDK1022 磨削工件最大尺寸(长*宽*高) mm 540*250*490 (责任编辑:qin) |